簡単、正確、精緻

Veritas の他のベベルアップタイプ(刃の砥ぎ面が上向き)の鉋と共通する特徴を持ち、ボディも調整機能も精緻な作り。
各所の調整はいずれも、ローレット(滑り止めのための細かい凹凸加工)が施されたツマミネジを指で回すことで行えます。
①刃の出具合調整:ノリス式アジャスターで簡単に正確に
ノリス式アジャスターとは一つのノブで 2 方向の調整機能を持つ仕組み。
ノブの回転 ⇒ 刃の突き出し量
ノブの左右移動 ⇒ 刃の水平方向の角度
②ブレードの固定:押さえ金で簡単に正確に
ブレードのセンターラインを固定しつつ、刃幅全体をしっかり押さえる仕組み。
ノブの開け締めで押さえ金とブレードを簡単に着脱することができます。
③刃口の開口量調整:フロントノブで簡単に正確に
フロントノブを緩めて前後にスライドさせれば刃口の開口量を無段階に調整することができます。
また、刃口調整ネジで刃口の最小位置を設定できるので、刃口を動かした後にお好みの最小開口を再現できます。
④ブレードの左右位置の補正:セットスクリューで簡単に正確に
鉋台両側面のセットスクリューで、刃口幅に対するブレードの左右位置を微調整することができます。
小型、軽量、多用途
台の長さ 148mm・幅 45mm という小型の鉋で、片手で使えるほど軽くて小回りが利くので、
ブロックプレーンに近い使い方ができる上、ハンドルとフロントノブのお陰で操作性はさらに優れています。
小回りが利き、小規模な作業に適しています。
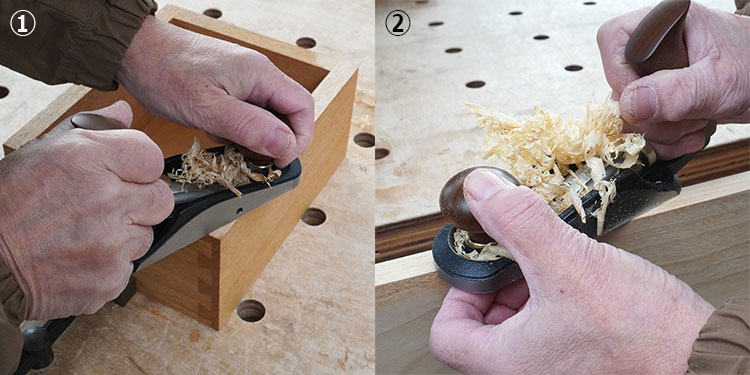
① 比較的広い面や、逆に重心バランスの調整が必要な場合には、フロントノブとハンドルをしっかりつかんで。
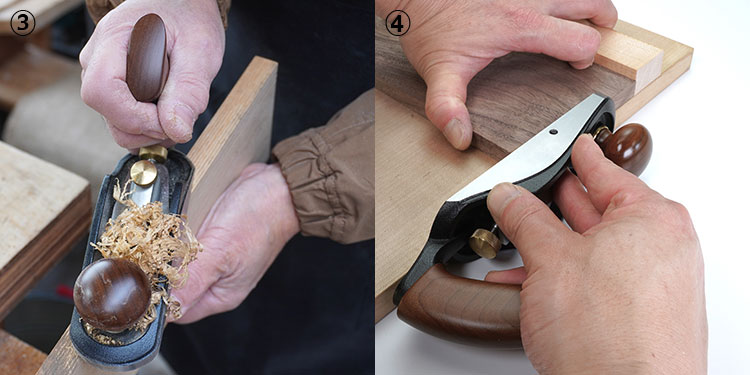
② 幅の狭い木端面などは、フロントノブ側の人差し指を鉋台の下端に添えて鉋がよろめかないように。
正確な面取り(角面)を施したい時も有効なスタイル。
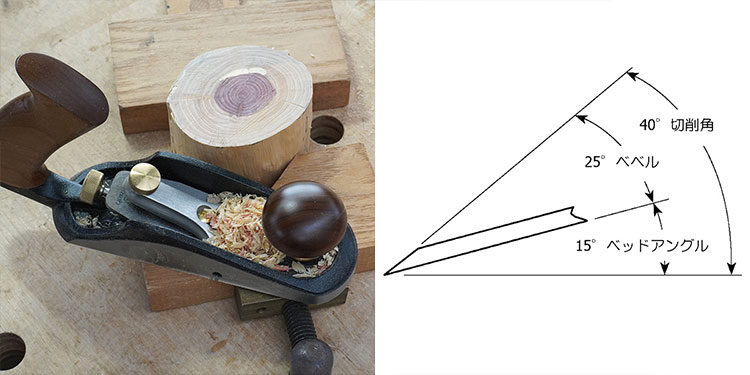
③ ワークを保持するために片手が必要な時はハンドルだけで操作。
④ 鉋台の両側面が下端に対して正確に直角に加工されているので、基準となる平面が整った状態を設定できれば、木口や留め、木端を基準面に対して直角に削ることもできます。
刃先角の変更により、1丁で何役も
ベッドアングル(刃が接地する面[表馴染]の角度)が 15°、付属のブレードの初期設定ベベル(刃先角)が 25°なので、初期設定切削角は 40°となっています。
刃先角を変更することで切削角調整することができ、多様な樹種、木理(繊維方向)に適応させることができます。
各作業内容に適した刃先角の目安を下記に示します。
ただし、鉋を進行方向に対して斜めに構えることにより実際の切削角は変化します。そのためワークの形状や使用者のクセによって最適解は異なります。あくまでも目安としてご参照ください。
刃先角の変更はマイクロベベル(微小な 2 段研ぎ)によって行ってください。ただし鈍角方向に限ります。
鋭角方向に変更する場合は、ベベル全面を砥ぎ直す必要があります。
別売の替刃を複数ご用意いただき、用途に応じて異なる刃先角に設定すると効率的です。
また、刃先角設定の精度向上のためには
Veritas マーク II ホーニングガイド のご使用がおすすめです。
① 刃先角(ベベル)25°(初期設定) + ベッドアングル 15° = 切削角 40°
軟材(針葉樹および軟らかめの広葉樹[キリ・シナ・クスなど])の木口面の切削に適しています。
硬材(硬めの広葉樹、特に環孔材[ナラ・ケヤキ・タモなど])の場合は刃こぼれ防止のため 30°程度が推奨されます。
軟材を木理(繊維方向)に沿って削る場合は、刃先角をさらに鋭角に 20°程度にするのが適当です。逆目対策として、刃の突き出し量と刃口の開口量を最小限にしてください。
② 刃先角(ベベル)35° + ベッドアングル 15° = 切削角 50°
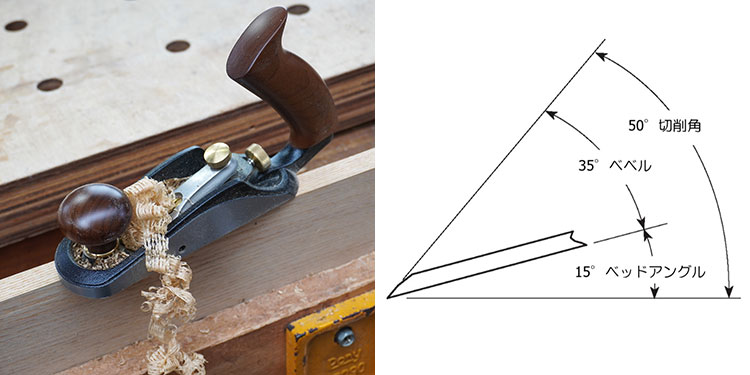
硬材を木理(繊維方向)に沿って平滑に削る一般的な作業に適します。
一般的に硬い材ほど切削角を大きくします。
切削角が大きいほど逆目ぼれ防止効果は高いですが、切削抵抗は大きくなります。
また、刃の突き出し量と刃口の開口量を小さくするほど逆目ぼれ防止効果は高いですが、切削量は減ります。
樹種や木目の状況、作業の目的に応じてよりよいバランスを探ってください。
③ 刃先角(ベベル)45° + ベッドアングル 15° = 切削角 60°
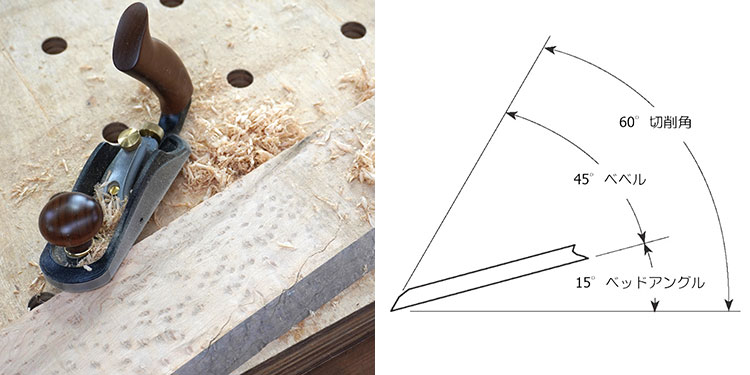
逆目を制御するのが難しい複雑な杢などに適します。
鉋屑が刃先のすぐ近くで上方に立ち上がり、細かく剪断されます。スクレーパーに近い切削となります。
比較的難易度の高い使用方法ですが、鉋は刃の角度や食い込み具合を一定に保つことのできる道具なので、安定した加工が可能になります。
機能を十分に発揮させるための素材

① ブレード:PM-V11 工具鋼
粉末冶金による合金。一般的な工具鋼よりも耐摩耗性や耐衝撃性に優れるので格段に刃持ちがいい上に、水砥を用いた一般的な研ぎ方で素早く研磨できます。
刃先角 25°に初期設定されています。そのままの角度で使用する場合も改めて仕上砥で砥ぐことをおすすめします。
② 鉋台:ダクタイル鋳鉄
応力除去(焼きなまし処理)されたダクタイル鋳鉄。
ソール(下端)が同一平面、両側面がソールに対して直角になるように、正確に研削加工されています。
③フロントノブおよびハンドル:ローステッド・メイプル
メイプルを高温で熱処理して水分や油分を揮発させた素材。剛性が高まると共に、湿度変化による変形も小さい。















