













ボックスジョイントの接合部のコントラストを際立てるために、材料はブラックウォールナットとメープルにしました。
この作例では箱にロック金具を組み込みます。
ロック金具を組み込むには約12mm以上の板の厚さが必要です。ここでは厚さ約14mmの材料を用いました。
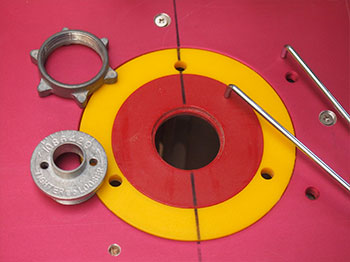
ルーターテーブルにRTJ400付属のe10ブッシュをセットします。このブッシュがセットできないとRTJ400をルーターテーブルで使用することができません。
e10ブッシュのバレルの断面は楕円形。この楕円の位置によってボックスジョイントのきつさ具合を調整します。
最初はe10ブッシュの数字目盛を中間の5にセットしてテスト加工し、ジョイントがきつすぎるようであればその数字目盛を小さく、緩すぎるようであれば大きくセットしなおして再度テストカットし、最適なジョイントになるようにします。

ジグの取説の手順に従って、最初はジグのフレームピンをテンプレートに刻まれたBOX JOINTSの穴"1"にセット。
RTJ400の特徴は、テンプレートに施された種々の目的とする穴にフレームピンを差し込み固定するだけで、ジグを簡単に正確にセットすることができるところです。

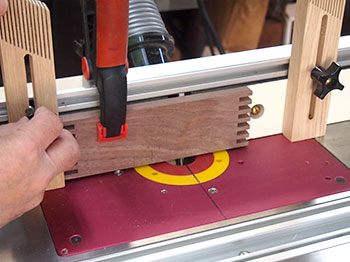
加工する板は一部のジョイントを除き、ほとんどを垂直にクランプします。
そしてその後ろ側には端材を水平にクランプして当て木とし、欠けの防止や、切削クズが作業者側に向かうのを防ぎます。
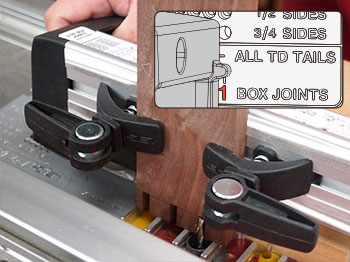
使用するビットは刃径3/16”の#166スパイラルビット(オプション)。
ピンボードは2回に分けて加工します。
"1"の穴で全ての開口部を加工できたら、ジグのフレームピンを"2"の穴に動かします。
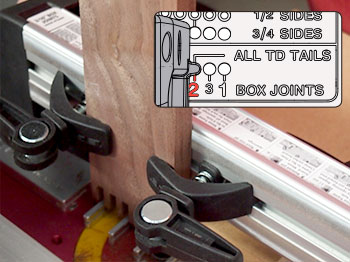
"2”の穴で再び開口部を全て加工すると、ピンボード片側の加工完了です。
片側が加工できたらクランプを外し、同じ木端を(材料を上下にひっくり返して)サイドストップに当てて、もう片側の加工をします。それが完了したらもう1枚のピンボードを同じように加工します。
ルーターテーブルで加工するメリットは、広いテーブルの上でジグを安定して操作できることと、加工位置の観察がしやすいことです。そして集じんも大きなビットを使用した場合、ルーターテーブルのフェンスに通常取り付けられる集じんポートからかなりの切削クズを排除できます。

2枚のピンボードの加工が終わったら、次はテールボード。
テールボードの加工は、BOX JOINTSの穴"3"と"4"にセットして加工します。
この作例のテールボードは2ピッチ分ピンボードより高く(幅を広く)しています。フタが収まる部分になるため、その部分は加工しないようにします。
なお、RTJ400はテンプレートから材料をクランプするまでの距離が短いため、8cm位までの短い材料も加工できます。
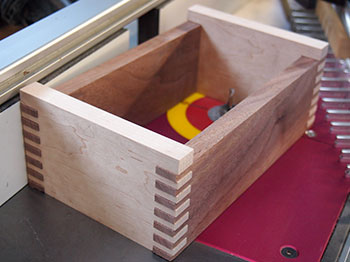
加工したパーツを仮組みした状態です。

底板をはめ込む溝は、刃径3mmのストレートビットをルーターテーブルで。
自作のフェザーボードをストッパーとして使用しています。

底板は厚さ約6mmのタモ。四隅をテーパー状に仕上げるため削る部分をマーキング。

カンナで四隅をテーパー状に仕上げます。
ちなみにこのカンナの台は、木彫ヤスリCP サイドフロート・エッジフロートで自作したものです。

底板をきちんとはめ込むことができるかチェック。

箱を組み立てる前に、ロック金具を組み込む加工をパーツの状態でおこないます。
最初はルーターテーブルを使って金具本体のカバーと反対側の受けになる金具の溝を加工します。
使用するビットは刃径3/8”[9.5mm]がジャストサイズなので、LEIGH #173スパイラルビットを使用しました。
埋め込む金具の位置、長さに合わせてフェザーボード兼用のストッパーをセットします。

箱の正面になる板の木端とフタの裏側に加工します。
事前に本番と同じ厚さの端材を用いて位置や深さが適切であるかをチェックすることをお勧めします。
ここでは正面になる板は深さ約2.8mm、フタ側は深さ約2mmになるように加工しました。

フタの内側には刃長3mmのKERV Kompact 横溝ビットで金具の爪が入り込むスペースを切込みます。

箱の正面にロック金具本体を埋め込みます。
このカバーの中心位置と本体の鍵が差し込まれる位置は写真のように少しずれているため、穴あけ位置は注意が必要です。

本体を埋め込む穴をあける前に、鍵穴のカバーを取り付ける穴を1/2”フォスナービットあけます。
それから本体を埋め込むための穴を刃径7mmのドリルビットであけます。深さは約22mm。
使用したHSSブラッドポイントドリルは穴を多少オーバーラップさせてもドリルが逃げることはありません。

そしてノミで四角に仕上げます。
一般的な追い入れノミでは穂先が厚すぎて7mmのスペースに入らないかもしれません。ここでは穂先の薄いRobert Sorbyの突きノミを使用しています。

ビスで固定する穴あけ以外が終わった箱の正面の板とフタ。

テールボードのフタと重なる部分は、その受けと隙間から中がのぞけないよう、ルーターテーブルでラベットを設けました。

箱とフタの接続には90°開きピアノヒンジを使用しました。
取り付けは刃径10mmのストレートビットで。
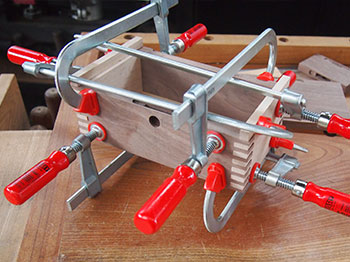
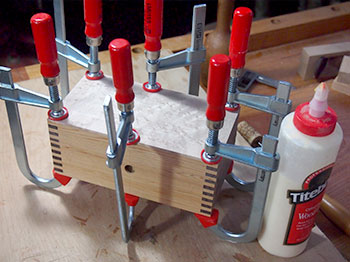
箱のパーツのすべての加工が終了したら接着剤とクランプを使って組み立て。

接着剤の硬化後、トリマーを使ってジョイントの突き出した部分を削り落とします。
この部分は木口ですので、はみ出した接着剤が浸み込むと塗装を弾いてしまいます。
ですから、わずかに木口側が突き出るように加工して後から削ることで、きれいに仕上がると思います。
木口側が引っ込んでいるとフラットにするのに広い面を削り落とさなければならず、また浸み込んだ接着剤を除去するのも困難です。
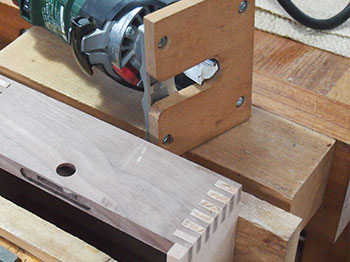
トリマのベースプレートは自作のU字型のプレートに取り替えています。このようにすれば突き出した部分をまたいで除去することができます。
ビットは刃径19.1mmの浅彫りビット。

90°ピアノヒンジを取り付けて、胴とフタがぴったり重なるよう位置を調整します。
なお、位置合わせや仮止めする際は、付属の真ちゅうネジではなく、同じサイズのスチール製のネジを使用してください。真ちゅうネジはデリケートなので無理をするとねじ切ってしまう恐れがあります。

ヒンジの位置がうまく合わないようでしたら、その穴を楊枝などで埋め、あけ直します。

仕上げはフニッシングオイル。

金具を埋め込む前に鍵穴のカバーの穴をナイフで少し広げます。カバーの埋め込む部分の径は約13mmと使用した1/2”(12.7mm)フォスナービットより少し大きいので、テーパーを付けるくらいに軽く削ります。

そしてロック金具本体を埋め込み、

カバーを取り付け、

フタ側にもカバーを取り付け、

鍵を回して爪がスムーズに出入りできるかチェックし、

ヒンジを取り付け、

鍵穴のカバーをクランプでプレスして、

完成。

ここでは、フタ自体もボックスジョイントにした箱をつくります。
使用する材料は、台湾ヒノキとブラックウォールナット。
厚さはロック金具を埋め込むことができる限界の厚さ、12mmです。
そして金具の埋め込みの一部にテンプレートを使用しました。
※「基本的なボックスジョイントの箱」とつくり方が重複する個所は説明を省きます。

通常、1枚の板をジョイントして、それを切り分けてフタと胴にしますが、このボックスジョイントでそれをおこなうとピンとソケット各1つ分を除去しなければならず、ロスが大きいので、胴とフタを予め分けて加工しました。
箱の胴側は対称な3/16”ボックスジョイントで。板幅は54mm。ピンとソケットの数は11になります。
フタ側は胴と合わせたときに、連続したボックスジョイントに見えるよう非対称の3/16”ボックスジョイントにします。
板の幅は29mm。ピンとソケットの数は6。
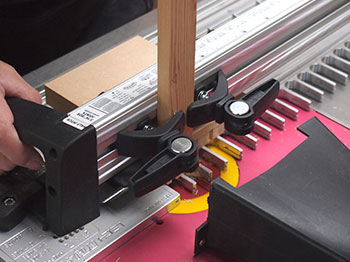
テンプレートとの接触面が小さいので、テンプレートに対し直角にクランプできているか確認して加工します。

RTJ400でボックスジョイントの加工の終わった材料。

組み立てる前に各パーツにロック金具を埋め込むための加工をします。
最初は箱の正面の胴側に鍵穴のカバーを取り付ける穴を1/2”フォスナービットであけ、

先ほどの「基本的なボックスジョイントの箱」とは順番が異なりますが、金具本体を埋め込むための穴を刃径7mmのHSSブラットポイントドリルであけます。
そしてノミで仕上げ。
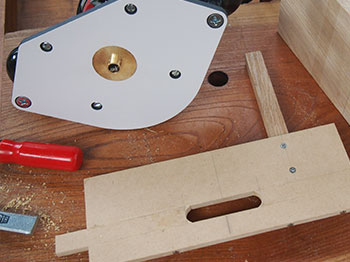
金具本体のカバーやフタ側の受けになる金具を埋め込むための溝を加工するために、厚さ9mmのMDFでテンプレートをつくりました。同じ作業を数多くこなさなければならない場合、テンプレートを用意しておくと便利です。
このテンプレートはLEIGH #711Cのような、バレルの外径が7/16”のガイドブッシュと刃径6mmのスパイラルビットで所定の寸法になるよう、実際の金具より約5mm大きく作っています。

材料はバイスにL字型の固定用ジグを取り付け、それにテンプレートと共にクランプします。

トリマはベースをWoodhavenトリマーベースプレートに取り替え、外径が7/16”のガイドブッシュと刃径6mmのスパイラルビットをセットして加工します。

フタ側に爪が入り込む切込みを入れ、金具が正しく組み付けられるかチェックします。

ロック金具本体の埋め込み穴とフタ側の加工が完了した状態。

なお、これらの加工では同じ厚さの端材を用意し、先行してテストカットをすることをお勧めします。

次に底板をはめ込む溝加工をし、底板になるタモにテーパーを付け、きちんとはまるか仮組みしてチェック。
そしてクランプして接着。

接着剤の硬化後、ジョイント部の出っ張りをフラットに。そして90°開きピアノヒンジを取り付ける加工をルーターテーブルで。
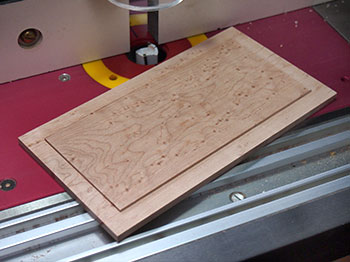
フタにはバーズアイメープルをかぶせ、
接着。

仕上げはフニッシングオイルで。
そして、金具を取り付け、

完成。
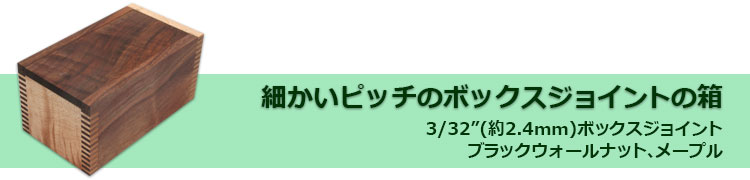

ここでは金具をまったく使用しない3/32”ボックスジョイントの箱のつくり方を紹介します。
フタはスライド式になっています。
この箱の作製で一番のポイントは、いかにして欠けの少ないジョイントを加工するか。
使用するビットはオプションのLeigh #163。1-フルートのストレートビットです。慎重にあせらず加工します。また、欠けにくい材料を用いる等、材料の選択も重要です。

そして、刃径3/32”[2.4mm]と細いビットなので、切削クズの排出が悪く、それがガイドブッシュの周りに堆積しやすいので、ガイドとテンプレートの間にそれが入り込みやすく、ジョイントの精度に影響を与えてしまいます。切削クズの集じんとこまめな除去が必要です。

材料はブラックウォールナットとメープル。厚さは使用するビットの限界の3/8”[9.5mm]に近い9mm。

3/32”ボックスジョイントは、テンプレートを右から左に4ステップ動かしてジョイントを完成させます。
1度セットするだけの3/8”ボックスジョイントに比べ4倍の手間がかかります。
なお、スライド式のフタを通す溝を付けるため、上側の片方はソケットの加工をしません。
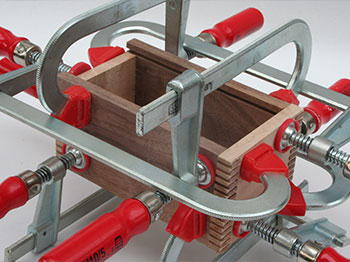
集じんの効率を良くするために、自在ホースをできるだけ近くにセットしました。

ブラックウォールナットの相手側のメープルの幅は約8cm。RJT400でクランプできるほぼ限界のサイズ。

フタと底板をはめるための溝加工は、刃径3mmのストレートビットを使ってルーターテーブルで。
溝加工の際に一か所ピンが欠け落ちてしまいましたが、組み立てた後で補修します。
接着

欠けが出た部分は同じ材を丁度いいサイズに加工し、埋め込んで目立たないように補修しました。

フタもブラックウォールナット。ルーターテーブルで加工。

フタの指を掛ける部分の加工は丸ノミや彫刻刀で。

サンディングでジョイントの突き出した部分を除去した後、フィニッシングオイルを施して完成。

こちらは最初に作製した3/32”ボックスジョイントの箱。
胴はブラックウォールナットとタモ。フタはサクラです。材料の選択が悪かったせいか、ジョイント部に細かな欠けが出てしまいました。そしてタモとブラックウオールナットのコントラストも今一つでした。














