













◎ スピア (ノック式ボールペン) 10K ニードルポイント【漢字書くならこれ!】
¥1,210(税込)

ペンターニングにおいて軸が長いペンを製作する際は、生地の穴あけにロングドリルを使用する場合があります。ロングドリルは先端がブレやすく、穴の広がりや曲がりに気を付ける必要があります。
はじめにブレの少ないレギュラードリルでガイドとなる下穴をあけ、そのあとロングドリルで貫通させることで、安定して正確な穴あけ加工を行えます。
旋盤で行う際は、回転は最低速度(250rpm~500rpm程度)。速度が早くなるにつれ振動により振れやすくなります。

1.レギュラードリル(ロングドリルと同じ径)
・回転をスタート、まずはドリル先端で材料をもみつけて(軽く押し付ける)、目安の窪みをつけます。
・掘り進めるとドリル溝から切り屑が排出されます。溝に切り屑が詰まる場合があるので、時々ドリルを後退させて切り屑を取り除きます。ご使用のドリルの掘削限界(※下記「ドリル加工できる深さ目安」を参照)まで掘ったら、ロングドリルに交換。

2.ロングドリル
・レギュラードリルであけた下穴の続きから同じように掘削し、貫通させます。ドリルが長いほど刃の食いつきが不安定になり振れやすくなりますが、ガイドとなる下穴をあけることで振れを軽減することが出来ます。
・穴を貫通させる時に材料の欠けや割れが起きやすいので、慌てず最後まで一定の送り速度を維持します。

切り屑は先端に詰まりやすいので、時々ドリルを引き抜いて切屑をしっかり取り除いて下さい。
切屑が詰まったまま掘り進めると穴の広がりや材料が割れる場合があります。

アクリル生地の場合は特に切り屑が詰まりやすく、穴の広がりも起こりやすいです。摩擦熱で溶けた切り屑が固まりドリルが抜けなくなる事も。熱で変形しないように回転数は低速にし、こまめに切り屑を取り除きましょう。
切り屑はドリル溝に沿って排出されるため、溝をふさぐ深さまでドリルで掘削すると、切り屑が詰まり加工精度を下げるだけでなく、材料によってはドリルが破損する場合もあります。
ドリルを選ぶ際は、加工する深さに足りる溝長であるか確認が必要ですが、シャンク(柄)側の溝は浅くなっているため、実際に有効となるのは溝長よりも短くなります。
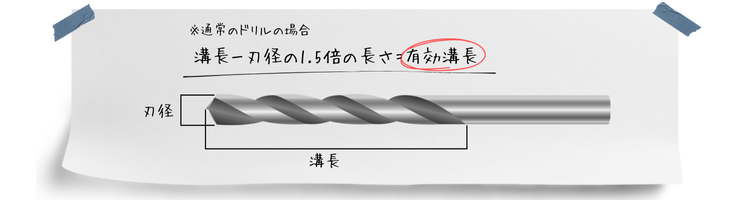
通常のドリルの場合、溝長-刃径の1.5倍の長さが有効溝長となり、有効溝長が加工できる深さの目安となります。
例えば刃径8mm溝長80mmのドリルでは、
溝長80から刃径8の1.5倍=12を引いた68mmとなります。














