
もくじ
1.ペストル(すりこぎ)作り ~旋盤にセットする~
2.ペストル(すりこぎ)作り ~丸棒にする~
3.ペストル(すりこぎ)作り ~形をつくる~
4.モルタル(すり鉢)作り ~円柱状にする~
5.モルタル(すり鉢)作り ~チャックで掴む~
6.モルタル(すり鉢)作り ~外側の加工・リセス(凹)加工~
7.モルタル(すり鉢)作り ~内側の加工~
8.仕上げ
1.ペストル(すりこぎ)作り ~旋盤にセットする~

材料はブラックウォールナットの角材を準備しました。
左:120 x 120mm、高さ130mm
(モルタル/すり鉢用)
右:50 x 50mm、高さ210mm
(ペストル/すりこぎ用)

先にペストルを作ってみましょう。
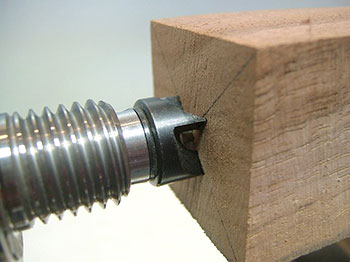
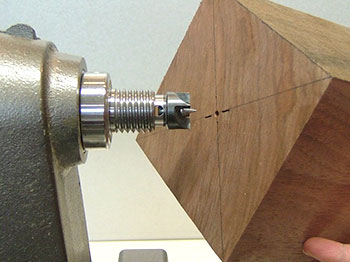
ドライブセンターと木槌を用意します。
ドライブセンターは通常、木工旋盤本体に標準で付属しています。
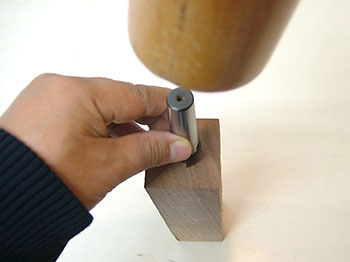
材料の端面の中心にドライブセンターを木槌で打ち込みます。
ドライブセンターの回りの4つの爪が必ず材料に食い込むようにします。
反対側も同じように爪の跡をつけます。
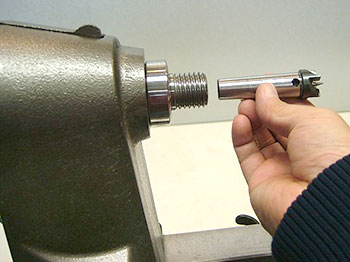
ドライブセンターを主軸に挿入します。

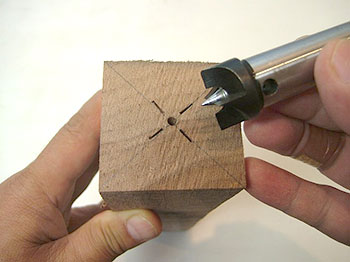
回転センターを少し飛び出させた状態のテールストックスピンドルに挿入します。
回転センターも通常、木工旋盤本体に標準で付属しています。
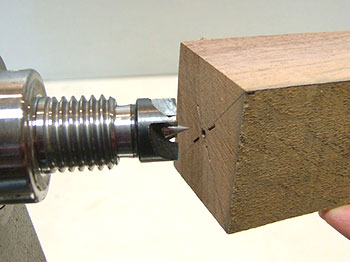
ドライブセンターに爪の跡に合わせてセットします。

テールストック側も回転センターを中心に合わせます。
ドライブセンターの爪がずれていないか確認します。

テールストックをしっかりと固定した後、ハンドホイールを回して材料にテンションを加えます。

回転センターの中心部分にある尖った先端だけではなく、まわりのリングが材料に当たるまでテンションを加えましょう。
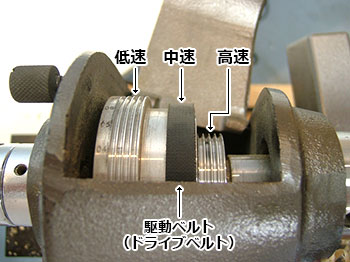
実際に動かす前に、回転速度の調整をします。
駆動ベルト(ドライブベルト)は今回"中速"にしました。
材料の大きさや硬さを考えて調整しましょう。
駆動ベルトの掛け替え方法は、お手持ちの木工旋盤の取扱説明書を確認してください。

木工旋盤にスピードコントロールが付いている場合、駆動ベルトの掛け替えだけでなくこのようなツマミで回転速度を調整できます。
今回は回転速度を最低にして行いました。
2.ペストル(すりこぎ)作り ~丸棒にする~

それでは角材を削っていきましょう。
角材を丸棒にするために、スピンドルラフィングガウジを使います。
ハンドルを少し下げて持ちツールレストに乗せます。
刃先が回転軸と同じ高さになる程度にツールレストの高さを慎重にセットしましょう。

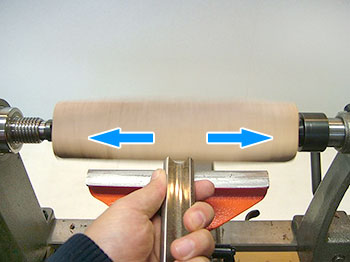
スピンドルラフィングガウジの溝を上に向けたまま、角部分を外側へ出るように削ります。

ゆっくりスピンドルラフィングガウジを動かして外側へ出ます。
ブレード(刃)をサポートする手は常にツールレストに触れながら削りましょう。
※出たところにツールレストがないと危険ですのでツールレストの位置を考えましょう。

徐々に削りはじめる位置(スタート位置)を内側に移動し何度か繰り返します。

このように徐々に材料の角が削り取られます。

左右両端を同じように行いましょう。
中心付近は左右にスピンドルラフィングガウジを往復させて削ります。

中心付近の角が少し削り取られた状態です。

繰り返して徐々に角を丸くします。
ツールレストと材料の距離は削り進みながら調整し離れすぎないように注意します。
時々"増し締め"を行うためにハンドホイールを回してテンションを追加します。

テールストックスピンドルは必ず固定して使います。

丸棒になりました。
3.ペストル(すりこぎ)作り ~形をつくる~

およそのデザインを決めてポイントになる部分に印の線を書き入れます。
パーティングツールを使って印部分に溝を入れます。
(作例では3mmのものを使用しました。)

この段階では溝を深くしないように注意しましょう。
細くしすぎると材料がたわんで削りにくくなることがあります。

スピンドルガウジを使って溝付近の左右を好きな形に削ります。(作例では10mmのものを使用しました。)
※写真のスピンドルガウジは好みの形状(フィンガーネイル型)に変更しています。
スピンドルガウジのフルート(溝)を進行方向に傾けながらベベル(砥いだ面)を木地に当てて少しづつ削ります。

左右の角を様子を見ながら少しづつ削ります。

スキューなどを使うときれいな切削面にすることも可能です。
※スキューを使うには慣れが必要です。細い丸棒などで練習してからチャレンジしましょう。

先端部分同様に、ハンドル部分もスピンドルガウジなどで削ります。

左右、様子を見ながらバランス良く削ります。

握りやすさを確認しながら好みの太さと形状にします。
パーティングツールを使って最初に削った端の溝を深くしながら、ツールが入れやすいように溝の幅も広げます。
※ドライブセンターにツールをぶつけないように注意します。

右側も同じように削ります。

スピンドルガウジで仕上げ削りをして各所の形状を決めます。

先にパーティングツールで溝を広げたので楽にスピンドルガウジを操作できます。

両サイドを細くしすぎない程度に形を作ったところで、荒い方から順番にサンドペーパーをかけます。
サンディングは粉じんが大量に発生する作業です。集じん機の併用をおすすめします。

サンディングが終了したら木工旋盤を停止させ、細くつながった両サイドを手ノコで切り落とします。

テールストック側のハンドルを回して押さえのテンションを少し弱めると切りやすくなります。

手作業で残った出っ張り部分を取り除きます。

平らな作業台にサンドペーパーを敷いてゆっくり削ります。

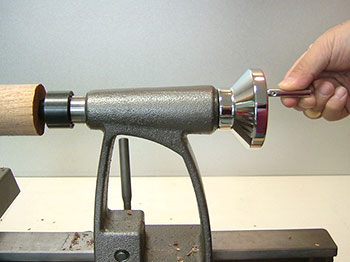
ドリルチャックと軸付スポンジパッド、丸型サンドペーパーがあれば、写真のように旋盤の主軸側に取り付け、サンドペーパーを回転させながら効率良くサンディングすることも出来ます。
回転数を落としてゆっくり削りましょう。
荒さは60番程度のサンドペーパーから始めるとスピーディに作業出来ます。

サンドペーパーを徐々に細かくしてきれいに仕上げます。
4.モルタル(すり鉢)作り ~円柱状にする~
次はモルタル(すり鉢)を作ってみます。
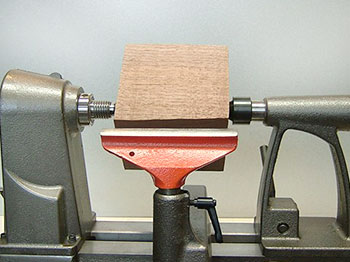
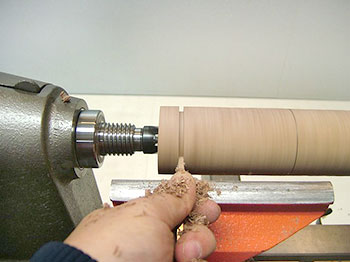
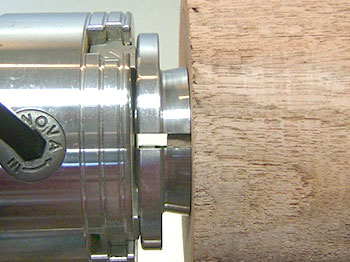
ペストルと同じように材料を木工旋盤にセットします。

材料が大きいので各所しっかりと固定されているか確認します。
材料がツールレストにぶつからない事も必ず確認しましょう。

材料の角を欲張らずに少しづつ削ります。
ペストルより太いので十分に注意が必要です。

ハンドルを下げて持ち、刃先が回転軸の中心(芯)と同じぐらいの高さになるようにツールレストの高さを調整して削りましょう。

【要注意】
ハンドルを持つ手が上がってしまい、ツールが水平に近くなると、スピンドルラフィングガウジの先端角が材料に食い込む場合があります。
※特に太い角材を回す時は注意が必要です。
※太い角材の場合は、ワンサイズ大きい843LH スピンドルラフィングガウジ 32mm やHSSスピンドルラフィングガウジ 32mm などにしても良いでしょう。
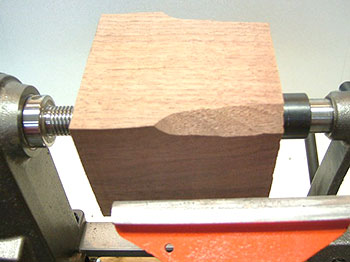
少しづつ削って角を落としましょう。

ツールレストを左右に移動させながら削り、材料との距離が遠くならないようにも気をつけます。

角が全てとれ円柱になりました。
5.モルタル(すり鉢)作り ~チャックで掴む~
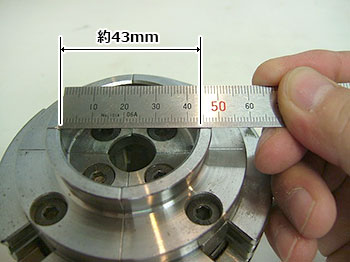
チャックで固定するために、ジョーのサイズを計測しておきます。
今回使用したスーパーNOVAチャックIIと標準の50mmジョーを装着し、閉じた状態の内側の径は約43mmでした。
※お手持ちのチャックとジョーによって、この寸法は変わります。必ずご自身のお持ちのチャックとジョーのサイズを計測してください。
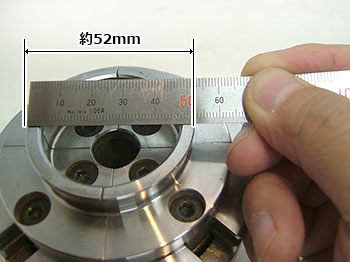
次にジョーの外側の径を計測します。
約52mmでした。

ジョーの深さも計測します。
約12mmでした。

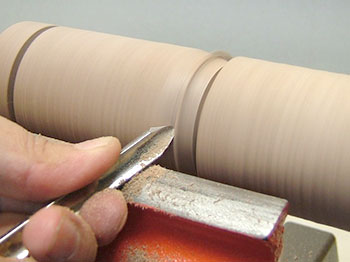
左右どちらか(片側)にパーティングツールを使ってコントラクティング(出っ張りを外側からつかむ)用の"テノン(凸)"を作ります。
ジョーの深さが約12mmだったので、10mmを超えない程度の出っ張りにします。

ジョーの内側の径が約43mmだったので、木のつぶれを考えて約50mmの径にしてみます。
回転センターで押さえている場合はノギスを使うと簡単に計測できます。

チャックのジョーはしっかり固定できるようダブテール状になっています。材料側もダブテール形状に加工することで、よりしっかりと固定できます。
今回はスキュー(スタンダード)をスクレーパーとして使います。 ほぼ水平にツールレストに乗せた時、刃先の高さが回転軸の中心(芯)と同じになるようにツールレストの高さを調整します。

ツールレストに平らに置いたスキューをしっかりと保持しながらスキューのロングポイント(先端)を角に合わせて押しこみます。

出っ張り部分(テノン)がダブテール形状になりました。
これでチャックでの固定が、よりしっかりとできるようになりました。

チャックを主軸にセットします。

ジョーを開きます。

テノンをジョーに入れて固定します。
ジョーの上面が材料に密着しているかどうかを確認してから増し締めを行って下さい。
6.モルタル(すり鉢)作り ~外側の加工・リセス(凹)加工~

ラウンドスクレーパーを使いますので、ツールレストの高さを調整します。
(作例では13mmのものを使用しました。)

ラウンドスクレーパーをツールレストの上に乗せます。水平〜少し前下がりの状態にして乗せた時、上面の先端角(刃)が回転軸の中心(芯)になるように慎重にツールレストの高さを調整します。

ツールレストの高さが変わらないように注意しながら材料に平行になる位置に移動させます。
テールストックに回転センターを装着して材料にテンションを加えます。
チャックのみ(片側)で固定するよりも安定して削りやすくなります。

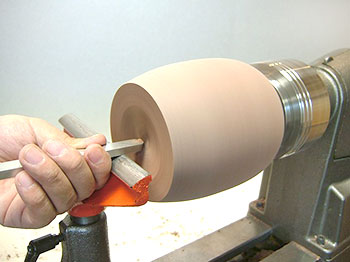
ラウンドスクレーパーで角から削りはじめます。

好みの形状に少しづつ削りましょう。
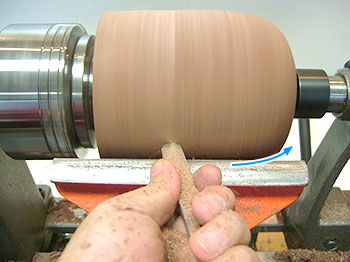
高いところ(太い)から低いところ(細い)へ向かって削り進めると良いでしょう。

スピンドルガウジを使えば削った面が更にきれいになります。
現在チャックで掴んでいる部分(テノン)は、モルタルの内側になるため削り取ってしまいます。
内側の加工をするために、反対向きにチャッキングし直す必要があります。

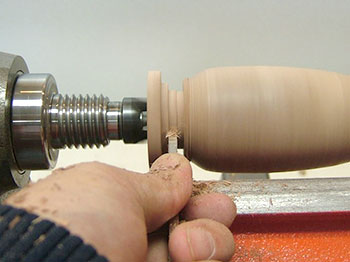
外側を削り終えたので、内側を削るための準備をします。
モルタルの底になる部分に、エクスパンディング(穴の内側を押し広げる)用の"リセス(凹)"を作ります。
ジョーの深さが約12mmだったので、10mmを超えない程度の深さにします。
テールストックをベッドから取り除き、ツールレストの向きを90度変えました。
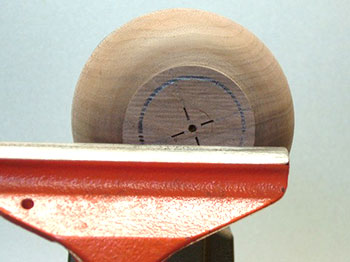
ジョーの外側の径が約52mmだったので、リセスの径を約53-54mmにしてみます。
予定の大きさがわかるように印を書き入れます。

パーティングツールで削りながら掘ります。

木口方向から削る場合は無理せずに少しづつ削ります。
ツールの切れ味がすぐに落ちますので、マメにシャープニングしましょう。
木のつぶれや振動でチャックでの固定力が落ちていないか?時々確認して必要な場合は"増し締め"を必ず行ってください。

パーティングツールで作ったリセス(凹)の側面(壁)をダブテール形状に削ります。
スキューをツールレストに平らに乗せてスクレーパーのようにしてロングポイント(先端)を使って奥を広げることもできます。

ダブテールスクレーパーを使うと更に安定して削ることが可能です。

窪み部分(リセス)がダブテール形状(奥が広がった穴)になり、チャックでの固定力が増しました。確実な固定をするためにも可能な限り穴の底は平らに仕上げましょう。

この面は置いた時の底になります。平らになっているか?を定規などを当てて確認し、必要な場合はリセスを加工した時と同じツールで削って調整しましょう。

デプスゲージを使うと穴の深さを簡単に測る事が可能です。

約6mmの深さになっているようです。
※浅すぎると材料がチャックから外れて飛ぶことがあり危険です。
7.モルタル(すり鉢)作り ~内側の加工~

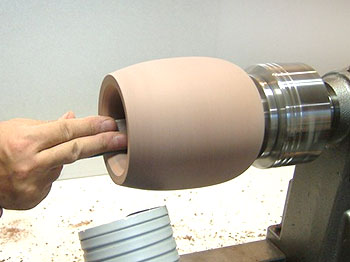
外側のサンディングをします。

内側を削るため、"つかみ直し"を行います。
リセス(凹)に閉じたジョーを入れて押し広げ"エクスパンディング"で固定します。

ジョーの上面がリセスの底にフィットして確実に固定されることを慎重に確認してから徐々に増し締めします。

ラウンドスクレーパーを使うためにツールレストの高さを合わせます。

中心付近の"周速度"は非常に遅いので少しづつゆっくり削る事になります。
時々、チャックの固定が緩んでいないか確認し、増し締めを行いながら掘り進みます。

木口からのホローイング(穴掘り)では頻繁にシャープニングする必要があります。

ツールレストからの飛び出しが長くなってきたら十分に注意しましょう。
ハンドルを安定させて掘り進まないと"キャッチ"(刃物がひっかかること)して大きなダメージを受けることがあります。

木口からの掘り込みの場合、スクレーパーを使う場合でも"逆目(さかめ)"になりにくい方向へツールを進めて削ると割ときれいな切削面になります。
このような縦木の場合は中心から外側へツールを動かしながら削ると良いでしょう。
深さが決まったら全体にサンディングします。

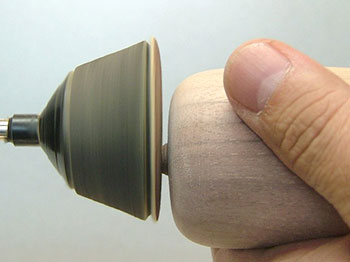
本体をしっかりと持ちながらチャックを緩めて外します。
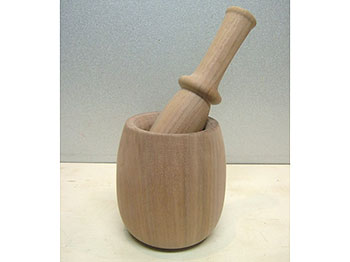
ペストルを差し込んでみました。
出来上がりです。
8.仕上げ

胡桃の実を殻から出して搾り"胡桃オイル"を塗ってみます。

殻から取り出した胡桃の身をモルタルの中に入れます。

ペストルで細かく砕いてみましょう。

少し細かくなったらOKです。

てぬぐいなど綿素材の布に胡桃を包んで輪ゴムでしばります。

指で揉むと胡桃オイルが染み出てくるのがわかればOKです。

少し押しつけながら丁寧に塗り込みましょう。

木の導管にすり込むように丁寧に塗り込みます。
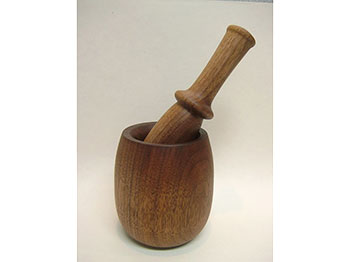
余分なオイルをペーパータオルなどで拭き取ってモルタル&ペストルの出来上がりです。