











これらの手順は、作成者の技能、環境や材料、道具等が異なればそれらに適した対応が必要になります。最も安全で最適な方法を考慮し、おこなってください。
怪我・失敗等につきましては当社は責任を負いかねます。
作成手順で使用している商品は、ページ最後の「このHOW TOで使用した商品」より詳細がご覧いただけます。








もくじ
1.材料:材料や加工方法を変えて、二つのスタイルで椅子を作ります。
2.座面の板接ぎ
3.タモの脚やスピンドルの加工
4.サクラの脚とスピンドルの加工
5.座板と背板の穴あけ
6.座板と背板の加工
【付録】精密な脚の角度を求めるには?
1.材料:材料や加工方法を変えて、二つのスタイルで椅子を作ります。

(写真右)
座板:シナ材
脚とスピンドル:タモ材
全て、ルータービットを駆使して作ります。
(写真左)
座板:ウォールナット材
脚とスピンドル:サクラ材
ルーター加工とは対照的なナイフなどの手道具で、脚とスピンドルを削り出します。

使用する材料は、余り物の処分を兼ねて、中途半端に残ってしまったシナやウォールナット、タモ等の端材。
それとディスクカービング用にとストックしておいて、腐りや虫が入ってしまったサクラ等。
軟らかなシナは椅子の材料として不安がありましたが、とりあえず使ってみることにしました。

なお、この子供用の椅子はオリジナルの寸法より一回り大きく、そして大人が腰掛けられないよう背板を取り付け、材料の異なる二つを作ることにしました。
また、オリジナルは三本脚ですが、安定性を高めるために四本脚にします。
2.座面の板接ぎ

座板は、BTMTルータービット「サネ接ぎビット」B53-06とB53-07で木端面に凸凹を加工し、
板接ぎ。
・B53-06 サネ接ぎビット(凸側)ウェッジ溝 12mm軸
・B53-07 サネ接ぎビット(凹側)ウェッジ溝 12mm軸
※BTMTウェブショップへ移動します。
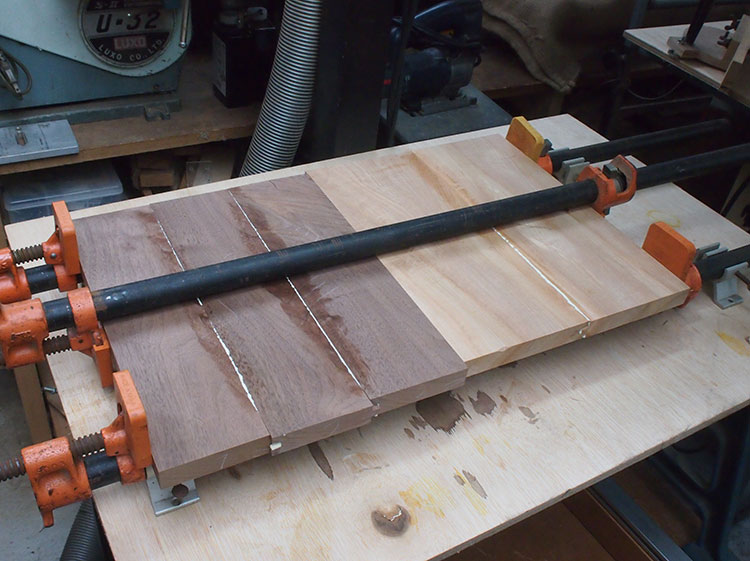
ウォールナットの座板と、シナの座板。接着してポニークランプで圧締。
接着面を「サネ接ぎビット」で凸凹に加工してあるので、ズレにくいです。
・#50 ポニークランプ
3.タモの脚やスピンドルの加工
座板をシナで作る椅子は、タモで脚をつくります。ルータービットを駆使して加工してみます。
まずは、BTMTの丸面ビット「B41-120 12R丸面ビット 12mm軸」で太さ24mmの丸棒にします。
・B41-120 12R丸面ビット 12mm軸


脚の先端をわずかに細く、テーパーに加工します。
水平にセットしたトリマに、BTMTの1度勾配ビットを取り付けてテーパー加工してみます。
・B35-02 1度勾配ビット 6mm軸
丸棒を差し込むガイドの穴は、丸棒より1mm大きいφ25mm。
その遊びを利用してビットの勾配(1度)より少し大きな勾配に加工しました。(ガイド穴の中で丸棒が遊びのある分、傾くことを利用)
なお、材料の送りは欠けの少ないクライムカットでおこない、少しずつ慎重にカット。

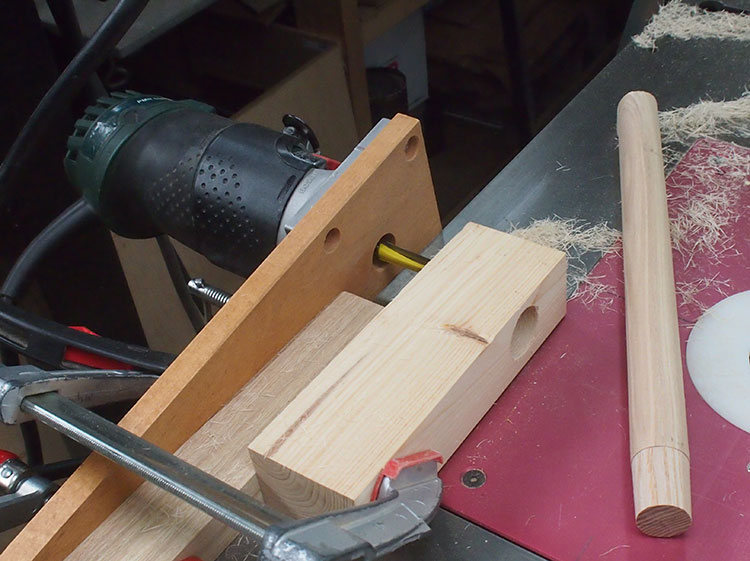
丸棒の反対側は、刃径12mmストレートビットで丸ホゾを加工します。
丸棒の直径と、ガイドの穴径との遊びがあり、少しテーパー状になってしまいました。
シールテープ等を巻いて遊びを少なくするとより正確に加工できます。
・B13-03 刃径12mmストレートビット(プランジ刃付き) 6mm軸

座板の丸ホゾ穴は、5/8インチ(約16mm)。
加工した丸ホゾが、穴にうまくマッチするかチェック。

丸ホゾのショルダーの部分は90°V溝ビットで面取り。
・B33-02 90度 V溝ビット(大)6mm軸

サンドペーパーや、自作のコンケーブ・スクレーパーを使って脚の仕上げ。
・4枚組 スクレーパーブレード (厚: 0.4-0.6-0.8-1.0mm)

座板と背板をつなげるスピンドルもタモで作ります。R6の丸面ビットで丸棒に。
・B41-04 6R 丸面ビット 6mm軸

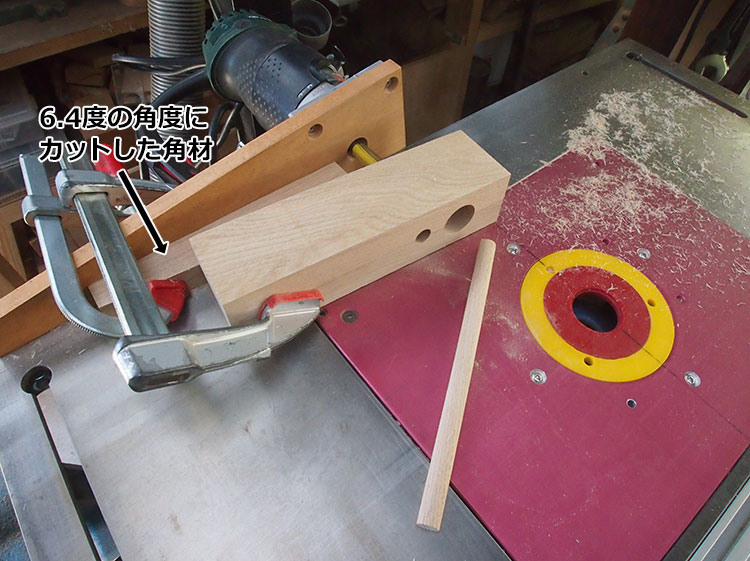
スピンドルは、先端角度12.8度のテーパーリーマーであけた穴に差し込むので、
その両端を12.8度のV字型に加工します。
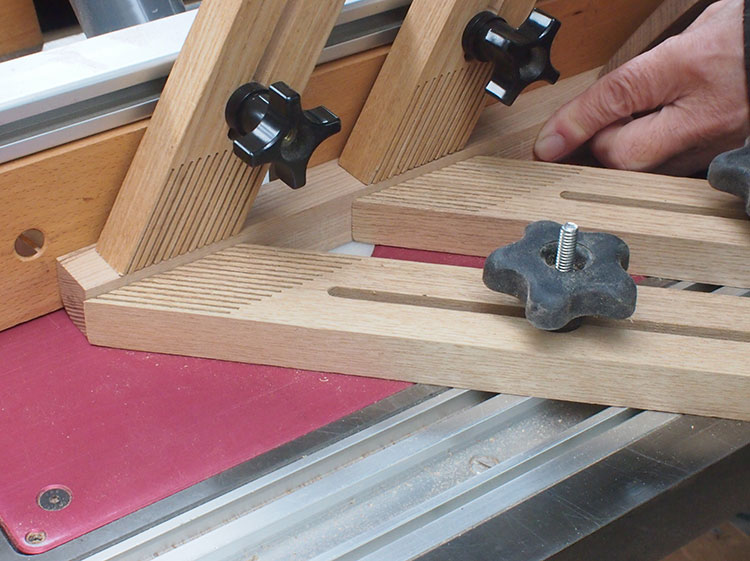
ここでは予め6.4度の角度にカットした角材をトリマとφ12mmの穴をあけたガイドの間に挟んでφ12mmストレートビットでクライムカット。

画像の上側のスピンドルはクライムカットによるテーパー加工。
ビットの回転方向と同方向に材料を回転し、送っています。
下側は一般的な方法のアップカット。
ビットの回転方向に対抗するように材料を送っています。
このアップカットでは画像では見にくいですがテーパー部に欠けが起きています。
なお、クライムカットではビットに材料を少しずつ慎重に送ってください。

全てルータービットで加工した、タモの脚とスピンドルの完成です。
なお最終的には、手仕事による調整をして仕上げます。
4.サクラの脚とスピンドルの加工

もう1つの、座板をウォールナットで作る椅子は、サクラで脚をつくります。

こちらは、ルーター等の機械加工とは対照的な手仕事で加工してみます。
ちなみに腰掛けているのが、書籍を参考にして作ったオリジナルの形状に近いミルキング・スツール。
・NAREX カーペンターアクス(右/左用)

ドローナイフで脚とスピンドルを削り出し、
・ドローナイフ一覧


鉋や鑿、ナイフ等で細部を整えて。


画像のサクラの脚はオリジナルの脚と比べかなり不格好。
丁寧に削りすぎると手仕事の雰囲気が次第に薄れてくるのでほどほどにしておきました。
画像の左側が削り終わった桜の脚とスピンドル。そして座板用のウォールナット。
右側がタモの脚とスピンドル。座板用のシナ。
5.座板と背板の穴あけ

座板用の板に、座板や背板になる部分のカット位置や穴あけ位置をケガキます。
座板には斜めに脚を取り付けます。そのために斜めに穴あけをしなければなりません。
オリジナルの書籍の図面には上面図、正面図、側面図が記載されていますが、実際に穴あけする際に必要なドリルビットを板の平面上に何度にセットし、どの方向にあければ良いのかは記述されていません。
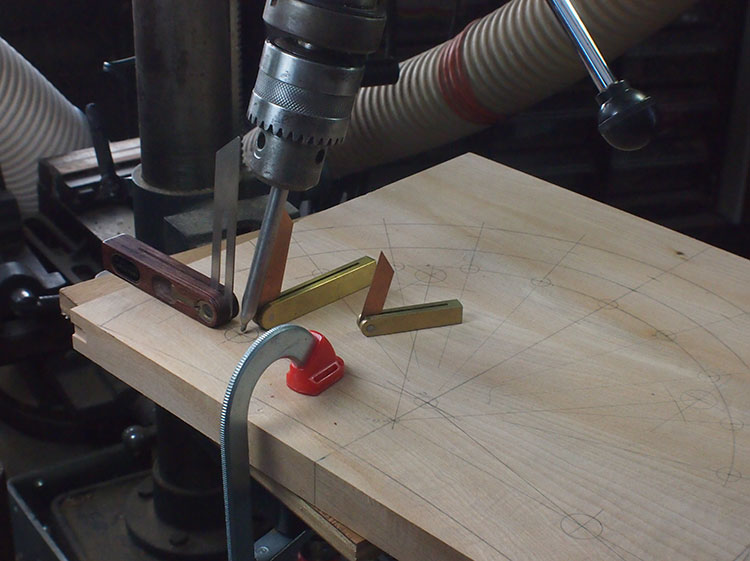
そこで、首を振って角度をつけられるラジアルボール盤に、穴あけ位置に合わせやすいストレートな部分の長いパイロットドリルを取り付け、図面に記載された角度から求めた74°にセットし、
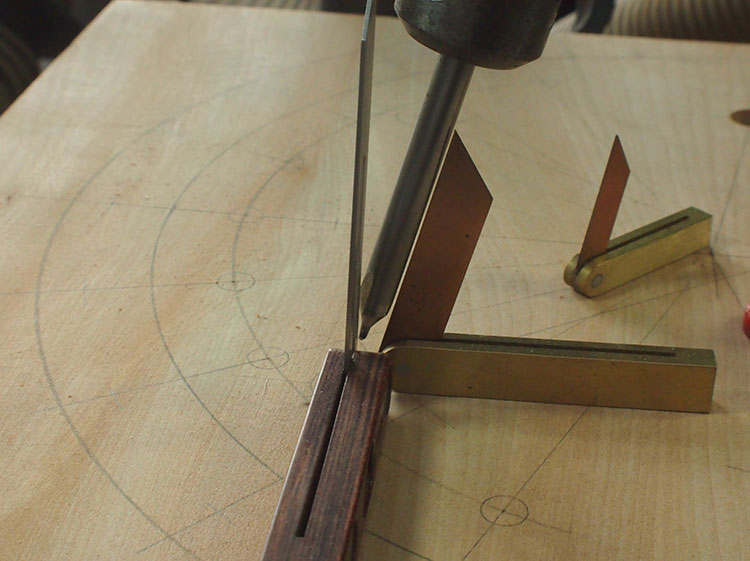
正面図、側面図の記載角度84°、75°にあわせた自由スコヤをケガキ図の穴位置付近にX軸、Y軸と平行になるよう配置します。
それらの角度とドリルの勾配がX軸、Y軸方向から見て、一致するよう板を動かし、固定します。この際に、ビットの先端が穴位置からずれないよう注意が必要です。
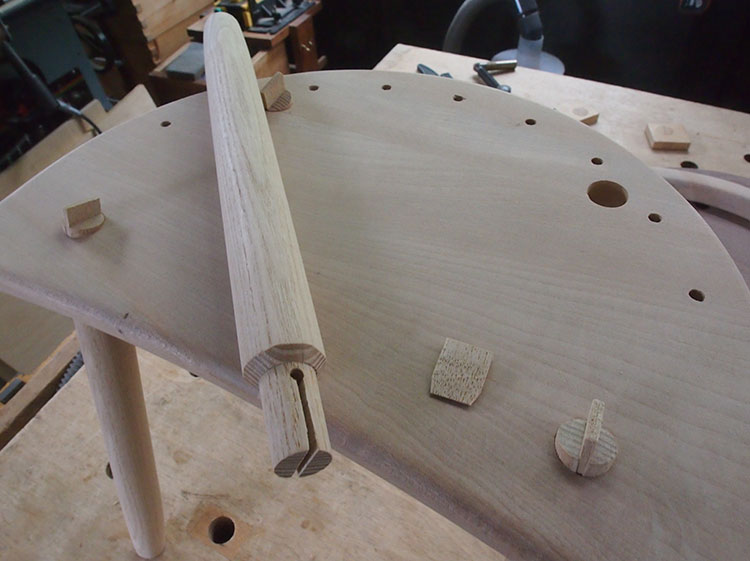
板に斜めに突き刺した棒は見る角度によって見掛けの角度は変化し、より立って見えます。
この方法は、目見当で大雑把ですが、それほど大きな狂いはないと思います。
なお、この作例ではラジアルボール盤を用いましたが、
ハンドドリルを取り付けて斜めに穴あけができるドリルガイド(例えばカンザワドリルガイドDX 13F K802-4等)等を使い、
求めた数値にセットすることで最もスマートで正確な斜めの穴あけができると思います。
・カンザワ ドリルガイドDX 13F K-802-4

5/8インチ(約16mm)のフォスナービットに取り替えて穴あけ。座板の上面から穴開けをして行きます。
フォスナービットや、超硬エッジファインカットビットなど、
斜め方向から穴あけのできるビットを使います。
・フォスナービット 5/8” (15.9mm)
・超硬エッジ・ファインカットビット 5/8” (15.9mm)

仮組状態。大きな狂いはなさそうです。

続いて座面にスピンドルを差し込むためのパイロットホールをφ6mmのドリルビットで80°の角度であけておきます。
パイロットホールは後で穴の本加工をする時に角度の案内とするための下穴となります。
6.座板と背板の加工

座板のリンカクは、半径の異なる3つの円弧の組み合わせでデザインされています。
トリマーサークルカットジグ「トリマル君」に、刃径6mmのスパイラルビットをセットして加工します。
最初は、半径151mm。
後でフラッシュトリミングするためのベアリングを当てるのに十分な深さまで溝を掘り、
ジグソーやバンドソーで切り離します。
・KGII トリマーサークルカットジグ「トリマル君」
・B11-14 刃径6mmダウンカット・スパイラルビット 6mm軸
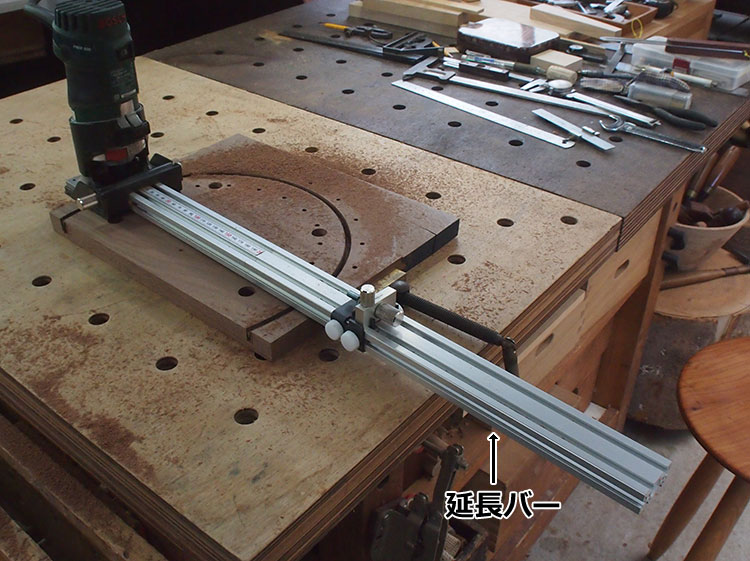
座板の両サイドは。半径313mm。
「トリマル君」に延長バーを取り付けています。
・KGII トリマーサークルカットジグ「トリマル君」用延長バー (400mm)

背板は、座板の外周部分から作ります。
背面は半径180mm。
「トリマル君」に延長バーを取り付けています。

座板の前面は半径800mm。
「トリマル君」に延長バーを2つ連結させて。
※延長バーは2つまで連結できます。

座板をジグソーで切り離します。
背板の部分は細いので、切り離すと強度が低下する恐れがあるため、切り離さないでおきます。

背板の余分なバリの部分を、BTMTの「アップ+ダウン・スパイラル・両サイドベアリング・パターンビット」で切削。
まずはビットの先端のベアリングを、材料の平滑な部分にあててならい目に切削。
・B24-01 刃径12mm 両サイドベアリング・アップ+ダウン・スパイラルビット 6mm軸

円弧を一気に切削すると、半分は逆目になってしまうので、残り半分は材料ひっくり返して削ります。
ビットの突き出し高さを上げ、今度はビットの根元のベアリングが材料の平滑な部分にあたるようにして切削。

そしてジグソーで切断。

※危険※ ジグソーで切断したままの背板はやはり強度が不十分で、強くベアリングに押し付けるとたわみ、折れてしまいました。

そこで背板の外径より少し小さめの半円形状のジグを作り、トグルクランプで背板をサポートし、加工。
・下方圧え・横ハンドル型トグルクランプ GH-225-D

座板の余分なバリの部分も、アップ+ダウン・スパイラル・両サイドベアリング・パターンビットでカット。

ひっくり返し、ビットの高さを上げ、同じようにならい目側だけをビットのベアリングを平滑に削った部分に当ててカットします。

座板の裏面は半径15mmの丸面ビットで大きく面取り。
オリジナルは手加工で面取りしていると思いますが、ルータービットでも柔らかな表情が出せました。
・B41-13 15R 丸面ビット 12mm軸

表面は半径8mmの丸面ビットで面取り。
・B41-80 8R 丸面ビット 6mm軸
脚は座板にクサビで固定。

背板の折れた箇所は添木を埋め込んで補強。

座板にスピンドルを取り付けるための穴をテーパーリーマーで加工。
予めあけておいたパイロットホールに沿って穴あけ。
・Veritas プロ・テーパーリーマ
※画像のテーパーリーマーは旧製品です。
現行商品のVeritas プロ・テーパーリーマは、パワーツールでは使用しないでください。

前後の角度は自由スコヤを目安としていますが、完成品を正面から見てみると、スピンドルが少し左側に傾いてしまいました。
穴あけする際の癖が出てしまったと思います。注意深く、一本一本確認しながら行う必要があります。

背板にもスピンドルを取り付けるための穴をテーパーリーマーで穴あけ。

スピンドルは最終的な形状に鉋で微調整します。

仮組し、接着剤で固定。

この後の工程は、脚の高さをそろえ、塗装し完成

付録精密な脚の角度を求めるには?


作製に用いたBTMTビット(登場順)
・B53-06 サネ接ぎビット(凸側)ウェッジ溝 12mm軸
・B53-07 サネ接ぎビット(凹側)ウェッジ溝 12mm軸
・B41-120 12R丸面ビット 12mm軸
・B35-02 1度勾配ビット 6mm軸
・B13-03 刃径12mmストレートビット(プランジ刃付き) 6mm軸
・B33-02 90度 V溝ビット(大)6mm軸
・B41-04 6R 丸面ビット 6mm軸
・B11-14 刃径6mmダウンカット・スパイラルビット 6mm軸
・B24-01 刃径12mm 両サイドベアリング・アップ+ダウン・スパイラルビット 6mm軸
・B41-13 15R 丸面ビット 12mm軸
・B41-80 8R 丸面ビット 6mm軸
※BTMTウェブショップへ移動します。
















