




Amana Tool 51494 仕様
 |
D 刃径 | 5mm |
|---|---|---|
| B 刃長 | 16mm | |
| d 軸径 | 6mm | |
| L 全長 | 63mm | |
| 刃数 | 1 | |
| 刃の向き | アップカット | |
| 許容回転数 | 35,000rpm | |
| タイプ | アルミ切削用 1枚刃 O(オー)フルート スパイラル ミラーフィニッシュ 超微粒子超硬 |
|
| 使用スタイル |  CNC専用 手持ちのルーター、ルーターテーブルでの使用は推奨していません。 |
使用に適した素材例
アルミ、真鍮、銅
アルミ複合パネル
アルミ素材の切削に特化した設計ですが、真鍮、銅、その他の非鉄金属の切削に優れたパフォーマンスを発揮します。
(鉄系の金属の切削には使用しないでください。)
工具寿命や切削のクオリティを高めるため、ミストクーラントやエアブローの併用をおすすめいたします。
切れ味を確認し、適宜フィードスピードを調整してください。
ソリッド材
- アルミニウム
- アルミニウム 5052
- アルミニウム 6061
- アルミニウム合金
- 真鍮
- 銅
- 金
- 銀
- 非鉄金属
- チタン複合材
- プラスチック
- 木材
産業向け素材の一例
サインメイキング、建築用アルミニウム複合材(ACM)、アルミニウム複合パネル(ACP)
- アルポリックALPOLIC®
- アルコボンドAlucobond®
- アルパネルAlupanel®
- ディボンドDibond®
- デュラボンドDurabond
- e-panelTM
- Etalbond®
- Fomex®
ツールデータベースファイルのダウンロードはこちら


Fusion 360用とVectric用のツールデータベース(.toolファイル)をご利用いただけます。
Amana ToolのCNC用ルータービットの豊富なラインナップをまとめてCAMソフトにインポート可能なツールデータベースファイルをこちらからダウンロードできます。

CNCマシンの切削条件設定に欠かせないフィード&スピードチャート完備
CNCマシンでの加工に不可欠な送り速度などの切削条件のセッティングには、メーカー推奨の設定を記したチャート(PDFファイル)をご利用ください。チャート表にはインチとミリを併記。単位の換算が必要な場合の利便性も考慮しました。
これをもとにテストカットを行い、用意された計算式から最適な切削条件を導き出すことができます。

警告:フィード&スピードチャートに記載の推奨設定値はあくまでも目安です。必ず加工の都度テストカットを行い、最適な切削条件を導き出して使用してください。ビットの損傷を避けるため、加工素材に応じて適切な送りと速度を守るように注意してください。
ビットの寿命の延長と切削品質維持のため、ミストクーラントシステムまたはエアブロー(空冷)システムを使用してください。
ビットの寿命の延長と切削品質維持のため、ミストクーラントシステムまたはエアブロー(空冷)システムを使用してください。

サインメイキング、アルミ複合パネルの加工に最適
樹脂やアルミ複合材などを多用する看板製作のプロ用に専用設計された、サインメイキングに必須のビット。
アルミ複合素材、もしくは真鍮や銅などのソリッド材の切削に最適。
CNCルーター、CNCフライスでのアルミ素材の切削にはこちらをお選びください。
木工用のハンディルーター、ルーターテーブルでの使用は推奨しておりません。
O(オー)フルート × アップカット
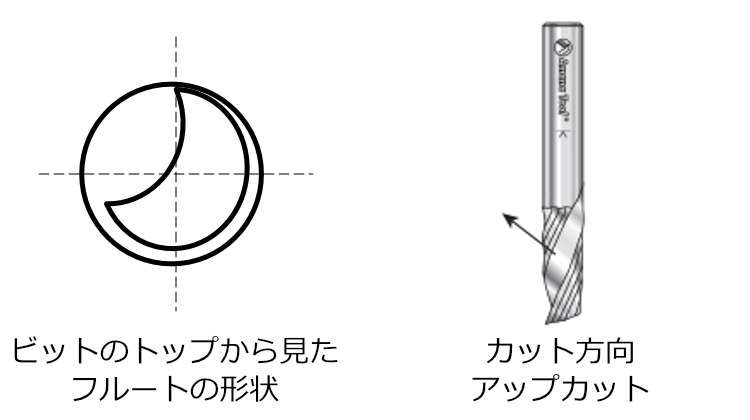
”アルファベットのO(オー)”のような形状のシングルフルートを持つ、Amana Tool独自の「Oフルート」(オーフルート)。
ビットの径に対して大容量設計のフルートが切削くずを素早く、効率的に排出します。
また、合わせて切削くずを上方へ効率的に排出する”アップカットスパイラル”のプロファイルを組み合わせることでアルミの切削向けに最適設計されています。
アルミの切削加工では他の材料に比べて大きな切削くずが出るため、切削くずの排出性がビットに求められますが、Oフルートアップカットは他のフルート形状に比べてより素早く切削くずを上方向に排出。
また、切削時に切れ刃への溶着が発生しやすいアルミ被削材の熱を効果的に分散し、溶着の発生低減も見込めます。
超微粒子超硬 × ミラーフィニッシュ

刃の素材には最高品質の超微粒子超硬※を使用し、高い硬度と優れた耐折損、耐摩耗、長寿命性を獲得。また、超微粒子超硬と超細番手の鏡面研磨仕上げの合わせ技で抜群の切れ味を実現。ワークの切削面には非常に美しい仕上がりをもたらします。
※超微粒子超硬・・・超硬合金の原料となるタングステンカーバイド粉に、通常に比べてより粒子の細かい粒子径1ミクロン(1000分の1ミリ)以下のものを用いることでより高硬度、高強度、長寿命性能を高めた超硬合金。